หุ่นยนต์เชื่อม MIG แบบพัลส์ แขนสแตนเลส 6 แกน ได้รับการรับรอง CE



ลักษณะเฉพาะ
-แขนหุ่นยนต์:
- กระบวนการหล่อขึ้นรูป แขนอลูมิเนียม น้ำหนักเบาและยืดหยุ่นกว่า
- สายไฟและขั้วต่อภายในของหุ่นยนต์ผลิตโดยแบรนด์ชั้นนำระดับโลก ได้แก่ DYEDEN, TAIYO เช่นเดียวกับ ABB และ Fanuc
- แบรนด์ชั้นนำของจีนด้านตัวควบคุม มอเตอร์ และเกียร์ทดรอบ
-หัวเชื่อม MIG:
- หัวเชื่อมระบายความร้อนด้วยน้ำ:
- การออกแบบล้อป้อนลวดที่ได้รับการปรับปรุงให้เหมาะสม ทำให้การป้อนลวดมีความเสถียรมากขึ้น
- พร้อมเซ็นเซอร์ป้องกันการชน
-เครื่องเชื่อม MIG:
รุ่น: Aotai NBC350RP
- ฟังก์ชันพัลส์เดี่ยว แรงดันคงที่
- วัสดุที่ใช้ได้: เหล็กกล้าคาร์บอน, เหล็กกล้าไร้สนิม, อลูมิเนียม
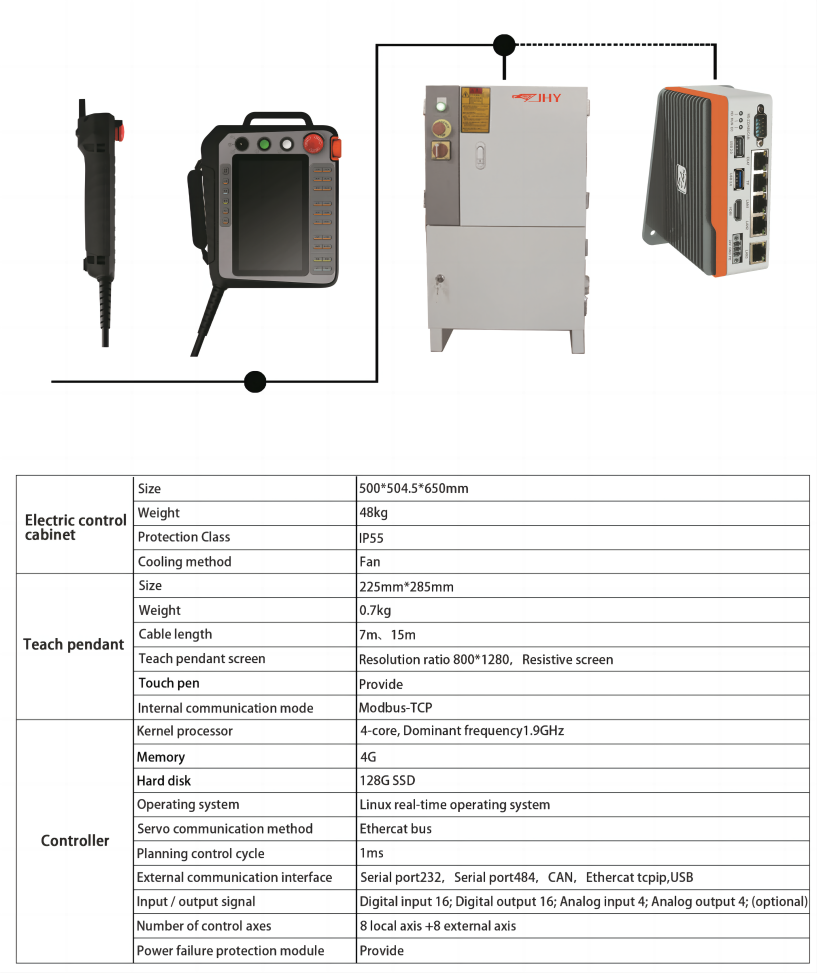
-ระบบควบคุมหุ่นยนต์เชื่อม JHY:
- อุปกรณ์จัดตำแหน่งการเชื่อมและรางเดินหุ่นยนต์
- สามารถเลือกใช้งานเครื่องจัดตำแหน่งชิ้นงานเชื่อมแบบ 1 แกน 2 แกน และ 3 แกนได้ น้ำหนักบรรทุกและขนาดโต๊ะทำงานสามารถปรับแต่งได้ตามความต้องการ
- รางเดินสำหรับหุ่นยนต์สามารถผลิตตามสั่งได้ตามความต้องการของลูกค้า ความยาว 3/6/9/12 เมตร รับน้ำหนักได้ 500/1000 กิโลกรัม
การใส่ใจในทุกรายละเอียดทำให้ BR Robot ดีขึ้นกว่าเดิม
เขียนข้อความของคุณที่นี่แล้วส่งมาให้เรา




