หุ่นยนต์เชื่อม MIG MAG 6 แกน ระยะการทำงาน 1500 มม. พร้อมเครื่องเชื่อม





ลักษณะเฉพาะ
-แขนหุ่นยนต์:
- กระบวนการหล่อขึ้นรูป แขนอลูมิเนียม น้ำหนักเบาและยืดหยุ่นกว่า
- สายไฟและขั้วต่อภายในของหุ่นยนต์ผลิตโดยแบรนด์ชั้นนำระดับโลก ได้แก่ DYEDEN, TAIYO เช่นเดียวกับ ABB และ Fanuc
- แบรนด์ชั้นนำของจีนด้านตัวควบคุม มอเตอร์ และเกียร์ทดรอบ
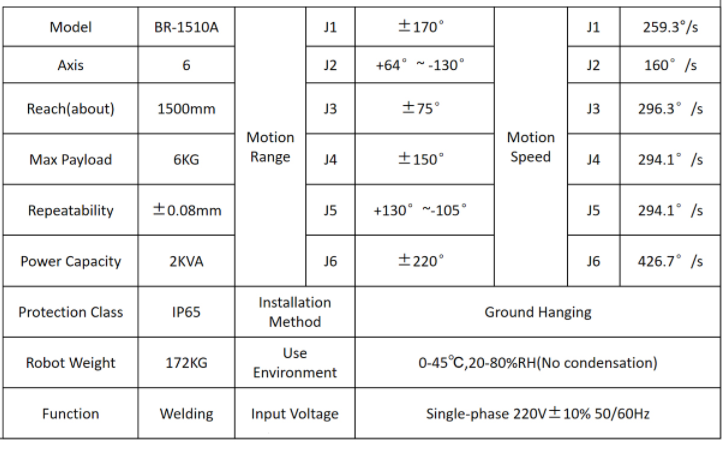
พารามิเตอร์ของหุ่นยนต์เชื่อม MIG รุ่น BR-1510 แสดงดังต่อไปนี้:
-ระบบควบคุมหุ่นยนต์เชื่อม JHY:

-เครื่องเชื่อม: :Aotai NBC350RL
-
เครื่องเชื่อมนี้มีโหมดการเชื่อม 3 โหมด ได้แก่ การเชื่อมแบบสะเก็ดน้อย การเชื่อมจุดเร็ว และการเชื่อมแบบแรงดันคงที่
- สามารถเชื่อมเหล็กกล้าคาร์บอนหนา 1-3 มม. ได้โดยมีสะเก็ดเชื่อมน้อยมาก ลดปริมาณสะเก็ดเชื่อมได้ถึง 60%
- ปริมาณความร้อนที่ใช้ลดลง 10%~20% และการเชื่อมแผ่นโลหะบางทำได้ง่าย ควบคุมได้สะดวก และการเสียรูปมีน้อย
- ระบบดิจิทัลเต็มรูปแบบช่วยให้สามารถควบคุมการเคลื่อนที่ของหยดโลหะได้อย่างแม่นยำ และได้คุณภาพการเชื่อมที่ต่อเนื่องและคงที่
- เทคโนโลยีอินเวอร์เตอร์แบบซอฟต์สวิตช์สามารถเพิ่มความน่าเชื่อถือของเครื่องจักรโดยรวมและประหยัดพลังงานและไฟฟ้าได้
- ระบบควบคุมการป้อนลวดความแม่นยำสูงแบบดิจิทัลเต็มรูปแบบ อุปกรณ์ป้อนลวดควบคุมแบบดิจิทัลเต็มรูปแบบสองไดรฟ์สองตัวรับพร้อมตัวเข้ารหัส สามารถรับประกันความเสถียรของการป้อนลวดได้ แม้ว่าปัจจัยภายนอก เช่น แรงดันไฟฟ้าของแหล่งจ่ายไฟและความต้านทานการป้อนลวดจะเปลี่ยนแปลงไปก็ตาม
-หัวเชื่อม:
- ระบบระบายความร้อนด้วยอากาศ พร้อมอุปกรณ์ป้องกันการชนที่มีความไวสูง ช่วยยืดอายุการใช้งานของหัวเชื่อมได้อย่างมาก
- อุปกรณ์จัดตำแหน่งการเชื่อมและรางเดินหุ่นยนต์
- สามารถเลือกใช้งานเครื่องจัดตำแหน่งชิ้นงานเชื่อมแบบ 1 แกน 2 แกน และ 3 แกนได้ น้ำหนักบรรทุกและขนาดโต๊ะทำงานสามารถปรับแต่งได้ตามความต้องการ
- รางเดินสำหรับหุ่นยนต์สามารถผลิตตามสั่งได้ตามความต้องการของลูกค้า ความยาว 3/6/9/12 เมตร รับน้ำหนักได้ 500/1000 กิโลกรัม
-การบำรุงรักษาเครื่องจักรนั้นง่ายและใช้งานสะดวก อายุการใช้งานที่ออกแบบไว้มากกว่า 10 ปี
การใส่ใจในทุกรายละเอียดทำให้หุ่นยนต์ JHY ดีขึ้นกว่าเดิม
เขียนข้อความของคุณที่นี่แล้วส่งมาให้เรา




